How to Find Your Equipment Model Number.
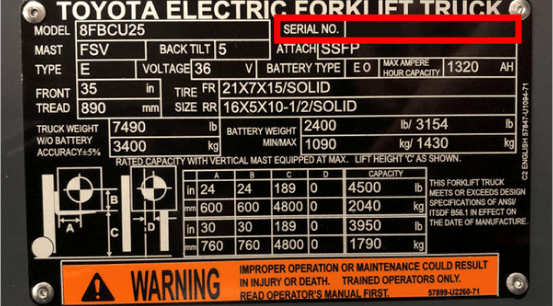
Finding the right parts for your equipment is easy when you have your model and serial number which can be found on the data plate. Luckily, a forklift data plate is installed on every truck on the market to help you understand what your forklift can do and provide vital information.
Model Number: The model number of your toyota forklift is extremely important for relaying information to your dealers about repair or technical assistance and for looking up replacements part!
Serial Number: The serial number on your lift is the most important number.The model serial number combination will allow us to provide you with the parts that will fit your particular piece of equipment.
How to Find Your Equipment Serial Number
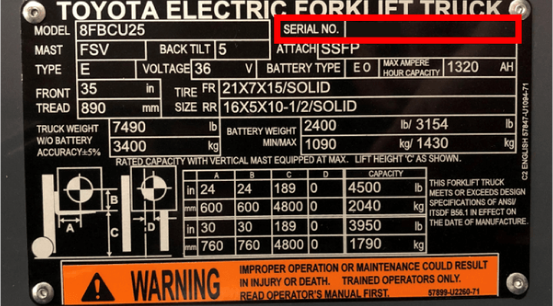
Finding the right parts for your equipment is easy when you have your model and serial number which can be found on the data plate. Luckily, a forklift data plate is installed on every truck on the market to help you understand what your forklift can do and provide vital information.
Model Number: The model number of your toyota forklift is extremely important for relaying information to your dealers about repair or technical assistance and for looking up replacements part!
Serial Number: The serial number on your lift is the most important number.The model serial number combination will allow us to provide you with the parts that will fit your particular piece of equipment.
Need some help? For further assistance or more information, contact your local Toyota Dealer.

Please click below to sign in to your MyToyota account
Don't have an account?
Using A Fork Caliper For Fork Inspection

With a wide range of maintenance checks that need to be performed on all forklifts, it can be easy to allow some part of your equipment to fall out of OSHA or ANSI compliance. One aspect of fork inspection that can sometimes slip between the cracks is ensuring that forks are maintained appropriately in compliance with ANSI 56B.
In order to complete the appropriate checks and maintain fork compliance, you’ll need to make appropriate use of a fork caliper. This device can be used in three important ways to help you measure fork deviations and get the appropriate information to make sure you’re following the ANSI standard.
Forklift Fork Inspection
Check Fork Angle


The Fork angle deviation must be within a margin of 3 degrees. That means that the angle between the blade and the shank must be between 87 and 93 degrees. To use the caliper to check this, open it and place it between the plate and shank so that all four protrusions are touching. The angle can be read using the marking on the caliper. Any fork angle that falls outside of the degree range must be tagged out until the forks are replaced.
Check Fork Hooks

The numbers on the end of the caliper indicate the forklift classes. Use the appropriate protrusion to check if the fork hooks are in compliance. Simply place the protrusion into the hook notch. If the hook hits the back of the caliper, it is out of compliance. If it does not, then the forks are fine for continued use. The above fork is in compliance.
Fork Inspection: Check Fork Blade Wear


Begin by setting the caliper by the thickness of the shank. Place the caliper onto the blade at the point of the fork that receives the most wear, which is usually at its heel, as shown. If the blade passes the inside teeth of the caliper, then the fork is out compliance and must be tagged out until forks are replaced.